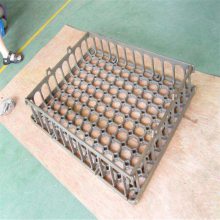
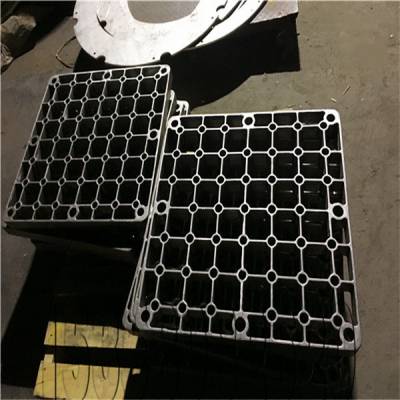
| 产品特性:高温耐磨 | 表面处理:抛丸喷砂 热处理 | 材质:5Cr28Ni48W5 |
| 成型工艺:低压铸造 | 公差:1mm | 砂型铸造种类:粘土湿砂型 |
| 货号:喷口 | 特种铸造种类:金属型铸造 | 打样周期:1-3天 |
| 加工周期:其他 | 年剩余加工能力:2000件 | 年最大加工能力:200000件 |
| 使用范围:电厂 钢厂 热处理 水泥行业 | 生产厂家:无锡国劲 | 销售电话:15358982620 |

5Cr28Ni48W5铸件种类:离心浇铸炉管、耐热钢、耐腐蚀钢、不锈耐酸钢、耐高温不锈钢、耐酸铸铁、灰铸铁、5Cr28Ni48W5耐热铸铁、低铬铸铁、球墨铸铁、5Cr28Ni48W5耐热球墨铸铁、白口铸铁、灰口铸铁、***碳合金钢、大口径厚壁钢管、耐高温钢、不锈钢管、热处理用铸件、热强钢、耐磨钢、K合金、不锈钢管、板、炉栅、还原罐、耐热钢托砖板、精密铸件、风管喷嘴、离心铸管,炉管、辐射管、辊、炉内辊、防磨瓦等。刮去管材需焊接区域外表面的氧化层,去除碎屑,用记号笔作好标记。将刮好的管材插入管件内作好标记处,确保接缝在该管件冷料段,固定好欲焊组合件;应在焊接当前需用管件时再从包装中取出该管件,保持清洁与干燥。打开管件护帽,接好焊机导线,当电源离焊机较远时,如超过1m将可能产生欠压报警现象,应加粗电源线或配接发电机,而且当管件规格在2mm及其以下的必须用功率不低于5KW的本田发电机,大于2mm的应配备更大功率的本田发电机。5Cr28Ni48W5喷口理论重量
4Cr25Ni35Mo、ZG40Cr25Ni35Nb、ZG30Crl8Mnl2Si2N、ZG4Cr25Ni20Si2、ZG3Cr24Ni7NRe、ZG3Cr24Ni7SiNRe、3Cr24Ni7SiN、ZG4Cr25Ni20Si2、5Cr28Ni48W5、ZG30Cr18Mn12Si2N、ZG3Cr24Ni7NRe、3Cr24Ni7SiN、ZG1Cr28Ni48W5、4Cr25Ni35Nb